無錫海利達自動化儀器廠
YK-101觸摸屏控制系統(tǒng)
使用說明書(YK-101多功能三伺服斷膠機高位說明書)
一����、概述
YK-101控制系統(tǒng)為全數(shù)字觸摸式控制系統(tǒng),該系統(tǒng)采用高性能芯片.7寸液晶顯示屏.觸摸屏等高數(shù)字化產(chǎn)品�����。外觀獨特,界面新穎�,操作簡單,抗干擾能力極強?��,F(xiàn)已廣泛用于塑料制袋機�����、橫切機�����、全自動無紡布制袋機.全自動編織袋制袋機��、圓織機等領域���。
本系統(tǒng)輸入16個點(包括2路高速測速端口),輸出16個點��,外加4路模擬量輸出�����。可同時控制主電機(三相異步電機)送料電機(伺服電機或步進電機)�����,放料電機(直流電機或三相異步電機)�,實現(xiàn)真正意義上的三個電機同步運行。即全自動加速功能�����,主機速度和后放料速度數(shù)據(jù)同時換算后速度自動分配���。在HQJGG基礎上增加了補償電機(伺服電機或步進電機)和噴膠電機(伺服電機或步進電機)��。
二��、設置菜單
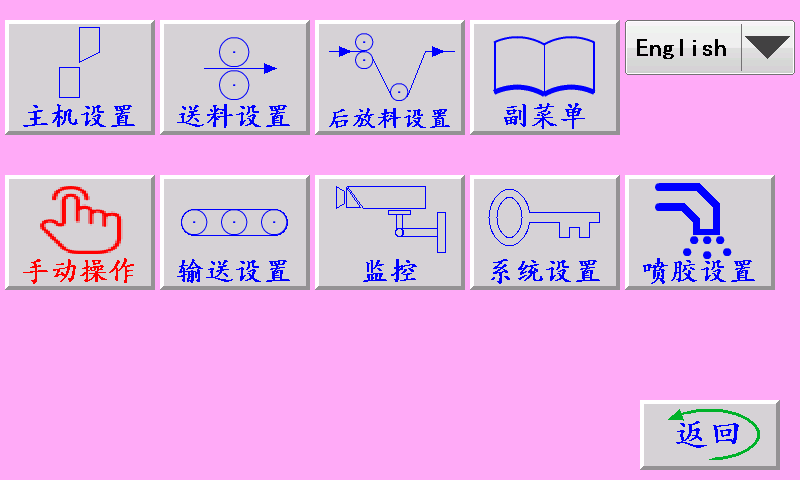
主機設置:按此鍵進入進入主機設置界面�。
送料設置:按此鍵進入進入送料設置界面�����。
光電設置:按此鍵進入進入光電設置界面����。
副菜單:按此鍵進入進入副菜單界面。
后放料設置:按此鍵進入進入后放料設置界面�����。
輸送設置:按此鍵進入進入主機設置界面�。
監(jiān)控:按此鍵進入進入監(jiān)控界面。
English/中文:中文和英文界面切換按鍵����。
系統(tǒng)設置:按此鍵輸入正確的密碼,方可進入���。
噴膠設置:按此鍵進入進入噴膠設置界面�����。
三����、主頁

長度設定:顯示制袋所設定長度,單位:毫米(也可以當按鍵直接調(diào)節(jié)長度)
主機速度:控制主機加減速快慢���。
計數(shù)/清零:單批次累計到一批個數(shù)結束時,個數(shù)自動歸零�;按“計數(shù)/清零”鍵清零清個數(shù)����。
批數(shù)/清零:一批結束后��,批數(shù)加“1”���,
總數(shù)/清零:個數(shù)每加一個,總數(shù)加“1”���;按“總數(shù)/清零”鍵清零總數(shù)���。
計數(shù)開/計數(shù)關:控制每次送料是否需要計數(shù)。
打孔開/打孔關:控制每次送料結束后是否需要打孔����。
空白/深色/淺色:三種狀態(tài)切換。
空白:指光電忽略色標光電傳感器信號����;
深色:指跟蹤印刷制品時,以深顏色的色標點為跟蹤點����;
淺色:指跟蹤印刷制品時,以淺顏色的色標點為跟蹤點。
尋標:當‘尋標’鍵選擇“深色/淺色”時按此鍵��,伺服(步進)電機一直轉(zhuǎn)到深色的色標點自動停轉(zhuǎn)時��,設置為“追深”�;伺服(步進)電機一直轉(zhuǎn)到淺色的色標點自動停轉(zhuǎn)時�����,設置為“追淺����。
當‘尋標’鍵選擇“空白”時,按此鍵無效
點進:在停止狀態(tài)下��,手動伺服(步進)電機正轉(zhuǎn)�����。
點退:在停止狀態(tài)下�����,手動伺服(步進)電機反轉(zhuǎn)���,在運行狀態(tài)下此鍵變?yōu)椤把a數(shù)”�����,按此鍵計數(shù)減1��。
噴膠點進:在停止狀態(tài)下,手動噴膠伺服(步進)電機正轉(zhuǎn)。
復位:系統(tǒng)不能正常工作時����,按此鍵程序重新啟動���,也可以做緊急停機用。
運行:按此鍵���,主機正常運行���。(長按3秒左右)
停止:按此鍵,霍爾開關GK1檢測到高位停機信號���;主機自動停機��。
狀態(tài)顯示:運行/停止/超速/暫停/脫標/完料��,六種狀態(tài)切換顯示��。
運行:按啟動鍵后顯示“運行”��。
停止:通電后一直顯示“停止”��。
超速:主機速度過快步進(伺服)電機送料還沒有結束時��,主機停機顯示“超速”��。
暫停:當機型選擇“暫?��!睍r一批結束停機N秒后主機自動開機。
脫標:在制作印刷制品時沒有跟蹤到色標點顯示“脫標”��。
完料:當主機運行��,X15檢測到斷料信號時���,蜂鳴器報警���,主機停機,顯示故障“完料”��。主機停止狀態(tài)下X15檢測到完料信號時,蜂鳴器報警���,顯示故障“完料”���。(按“停止”清除故障)
四、主機設置
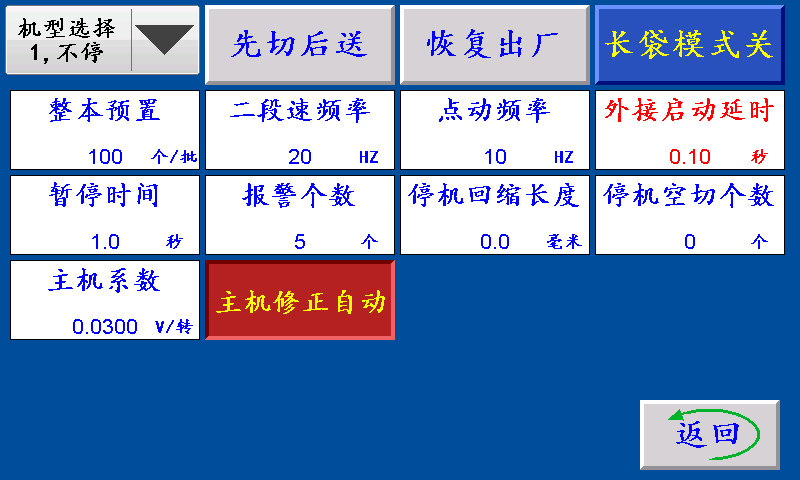
不停/暫停/停機:“不?��!保阂慌Y束主機不停���,繼續(xù)正常工作。
“暫?��!保阂慌Y束主機暫停���,停到暫停時間結束,主機自動開機���。
“停機”:一批結束主機自動停機后不再運行��,手動按啟動鍵方可運行���。
先切后送/先送后切:“先切后送”:按啟動鍵��,主機先運行��,GK1霍爾開關檢測到伺服(步進)電機的送料信號���,伺服(步進)電機開始送料。
“先送后切”:按啟動鍵��,伺服(步進)先送料��,送料結束后主機再運行��。
普通模式/長袋模式:
普通模式:運行過程中��,主機不停
長袋模式:運行過程中���,主機切完后暫停
整本預置:一批設定的個數(shù),提前5個報警��。單位:個
暫停時間:當機型選擇暫停���,一批結束后主機自動停機所設定的時間��。
外接啟動延時:點擊外接啟動按鈕時��,需要延時該時間后主機再啟動��。
停機回縮長度:每次停機后���,送料往回縮的長度
停機空切個數(shù):每次停機時���,主機需要空切的次數(shù)。
點動頻率:停止狀態(tài)下��,X04(點動)收到信號時���,Y07主機信號輸出���,切刀上下運行,速度由此參數(shù)調(diào)節(jié)���。
二段速頻率:主機運行時按停止鍵���,主機切換成二段速停機,二段速速度由此參數(shù)調(diào)節(jié)��。
報警個數(shù):一批結束前提前N個報警���。
主機系數(shù):調(diào)節(jié)主機速度和實際測速之間的誤差���,設定值越大���,主機轉(zhuǎn)速越快(測速越大)。
主機修正手動/主機修正自動:
主機修正手動:手動調(diào)節(jié)主機系數(shù)來改變主機速度
主機修正自動:自動修正好主機速度對應的主機系數(shù)大小��。
五���、送料設置

點進速度:伺服(步進)電機的點進/點退時的速度��,設定越大,伺服(步進)電機的轉(zhuǎn)速越快��。
整圈步數(shù):伺服(步進)電機轉(zhuǎn)一圈所需要的脈沖個數(shù)��。
曲線慢速/曲線中速/曲線快速/曲線高速���,4種不同的曲線切換���。
送料速度:伺服(步進)電機的加減速時間,設定越大��,伺服(步進)電機起步越快。
頻率上限:伺服(步進)電機的最高轉(zhuǎn)速���,設定越大���,伺服(步進)電機的轉(zhuǎn)速越快。
膠輥周長:伺服(步進)電機帶動橡膠輥轉(zhuǎn)一圈的長度���。
占空比例:“自動加速開”時���,主機運行一個周期送料所占的時間比例。
色標范圍:制作彩色制品時��,伺服(步進)電機以恒定的速度尋找色標點的范圍(即色標光電在『長度—設定的色標范圍長度』范圍內(nèi)尋找色標���,尋至『長度+設定的色標范圍長度』���。
色標提前范圍:制作彩色制品時,伺服(步進)電機在料送結束之前��,提前以恒定的速度尋找色標��。
尋標頻率:伺服(步進)電機追色標時的速度��,設定越大,伺服(步進)電機的轉(zhuǎn)速越快���。
脫標個數(shù):設定N個,制作彩色制品時,跟蹤N次色標點,跟蹤不住自動停機��。
自動加速關/自動加速開:自動加速關:自己調(diào)節(jié)送料速度
自動加速開:根據(jù)設定的袋長等自動調(diào)節(jié)送料速度
伺服通訊:點擊此鍵進入伺服通訊界面
六��、后放料設置
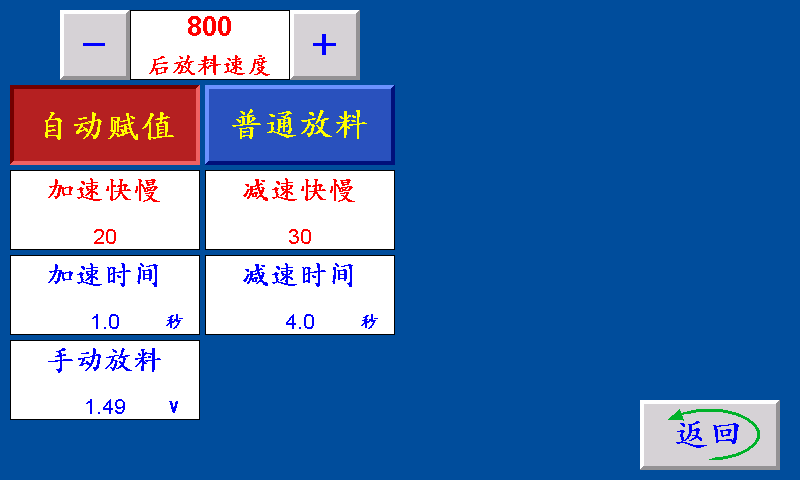
后放料速度:控制后放料電機的轉(zhuǎn)速快慢���。
手動放料:停機狀態(tài)下,手動放料的速度��。
放料修正:控制后放料電機的加減速快慢���,設定值越小越快���。
加速快慢:控制后放料速度加速變化的當量���。
減速快慢:控制后放料速度減速變化的當量���。
加速時間:控制后放料起步時變化的加速時間。
減速時間:控制后放料停止時變化的減速時間��。
手動賦值/自動賦值:
手動賦值:后放料速度設定好后不會自動改變。
自動賦值:在運行時��,后放料速度會自動調(diào)整到合適的速度值��。
普通放料/減速放料:
普通放料:檢測到放料開關信號時后放料減速��,未檢測到放料信號時后放料加速���。
減速放料:未檢測到放料開關信號時放料速度不變��,檢測到放料開關信號時減速���。
七、副菜單
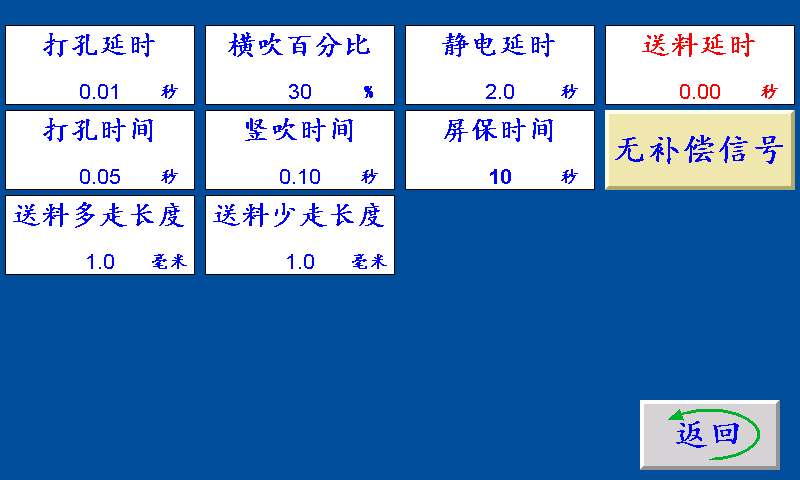
打孔延時:送料結束后延時此參數(shù)設定的時間后打孔信號輸出��。
橫吹百分比:由輸入點X01送料信號控制橫吹信號輸出���,輸出時間由此參數(shù)來設定調(diào)節(jié)���。
靜電延時:輸出與主機信號同步,主機停機后���,靜電信號延時此設定值后再關閉��。
打孔時間:伺服(步進)電機轉(zhuǎn)結束��,打孔電磁閥工作的時間���。
豎吹時間:由輸入點豎吹輸入控制豎吹信號輸出��,時間由此參數(shù)來設定調(diào)節(jié)��。
屏保時間:主機運行狀態(tài)下���,在主界面停留此時間進入屏保狀態(tài)。(設置0則屏保無效)
送料延時:下一次送料時���,延時送料延時時間后開始送料���。
無補償信號/有補償信號:
無補償信號:補償送料伺服(步進)電機多走少走由主頁上補償長度控制。
有補償信號:未檢測到補償信號時���,補償送料伺服(步進)電機多走“送料多走長度”��,檢測到補償信號時,補償送料伺服(步進)電機少走“送料少走長度”��。
送料多走長度:未檢測到補償信號時,補償送料伺服(步進)電機多走“送料多走長度”��。
送料少走長度:檢測到補償信號時��,補償送料伺服(步進)電機少走“送料少走長度”��。
八���、手動操作
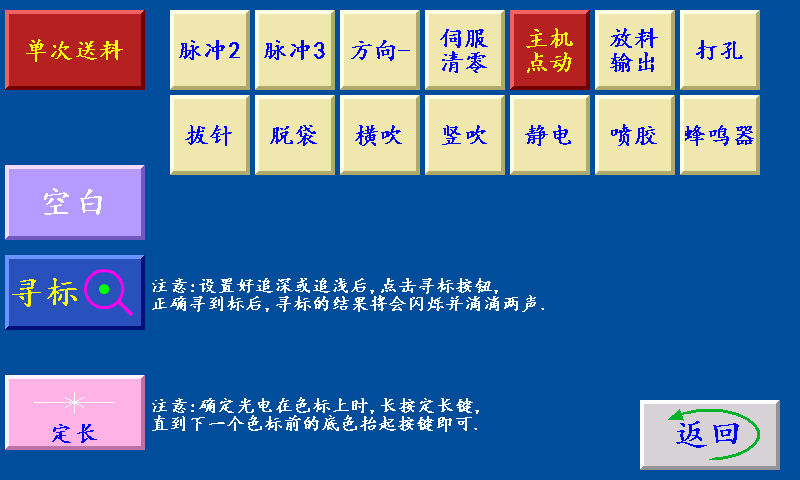
單次送料:停機狀態(tài)下���,點擊此鍵,送一次料后停止��。
尋標:當‘尋標’鍵選擇“深色/淺色”時按此鍵���,伺服(步進)電機一直轉(zhuǎn)到深色的色標點自動 停轉(zhuǎn)時���,設置為“追深”;伺服(步進)電機一直轉(zhuǎn)到淺色的色標點自動停轉(zhuǎn)時��,設置為“追淺���。
當‘尋標’鍵選擇“空白”時���,按此鍵無效
(注釋:黃色按鍵在停機狀態(tài)下��,測試腳位是否正常)
九���、輸送設置
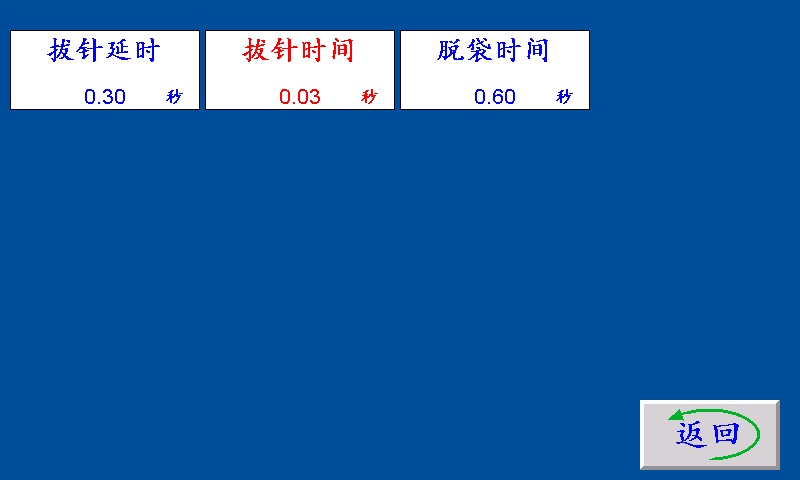
拔針延時:一批結束之后,延時此參數(shù)設定的時間后拔針信號輸出���。
拔針時間:一批結束之后��,拔針延時之后輸出拔針信號���,拔針信號輸出時間由此參數(shù)調(diào)節(jié)。
脫袋時間:一批結束后延時“脫袋延時”的時間后脫袋信號輸出���,輸出的時間由此參數(shù)設定���。
十、噴膠設置
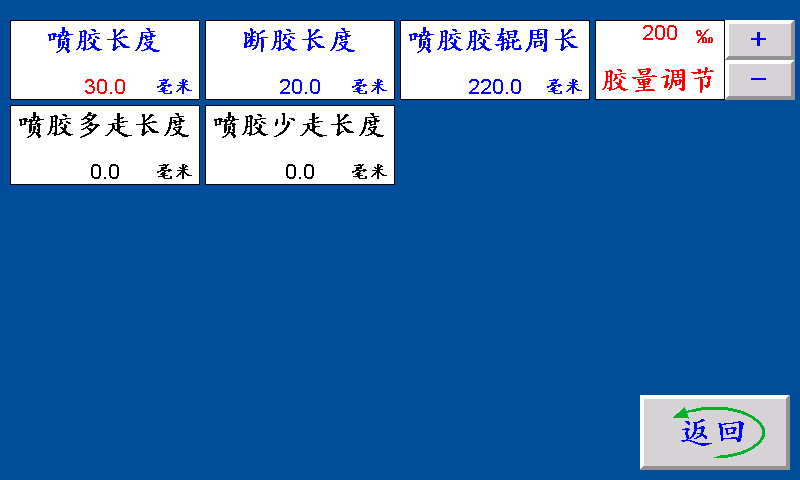
噴膠長度:料送到此長度時���,噴膠信號輸出的長度��。
斷膠長度:送料結束前剩余此長度���,則噴膠信號關閉。
噴膠膠輥周長:噴膠伺服(步進)電機帶動橡膠輥轉(zhuǎn)一圈的長度��。
膠量調(diào)節(jié):控制噴膠時的劑量千分比
噴膠多走長度:無補償信號��,下一次噴膠多走的脈沖數(shù)
噴膠少走長度:有補償信號��,下一次噴膠少走的脈沖數(shù)
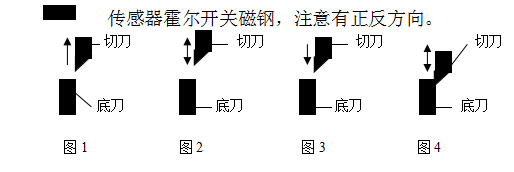
十一��、輸入傳感器邏輯關系圖
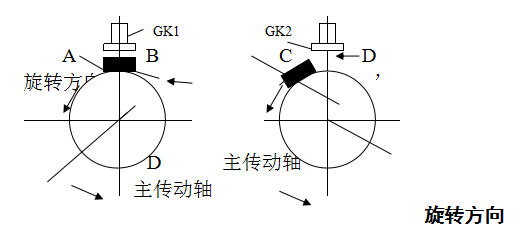
A ��,開始送料位置,此時切刀向上運動,剛離開底刀,步進電機可順利地將被制料送出(圖1)��。
B��, 高位停機位置���,此時切刀向上運動���,至最高點,停機���,可使燙切刀不致于破壞被制料(圖2)���。
C ��,拖料極限位置��,此時切刀向下運動��,剛到底刀處���,此時步進電機不能再送料,否則���,被制料會堵于刀內(nèi)或拉斷(圖3)���。
D, 整本脫袋位置��,此時切刀向下運動��,剛到最低點���,整本機在此位置將拉針拔出���,再把整本制品推出(圖4)��。
A’取樣邏輯位置��,位于A與D之間��。
十二、外接附件
1���、 霍爾開關 紅:+24V���;黑:GND;黃:輸入信號
2���、 色標光電 紅:+24V��;黑:GND��;白或綠:輸入信號
3��、 蜂鳴器 紅:+24V��;黑:蜂鳴器信號
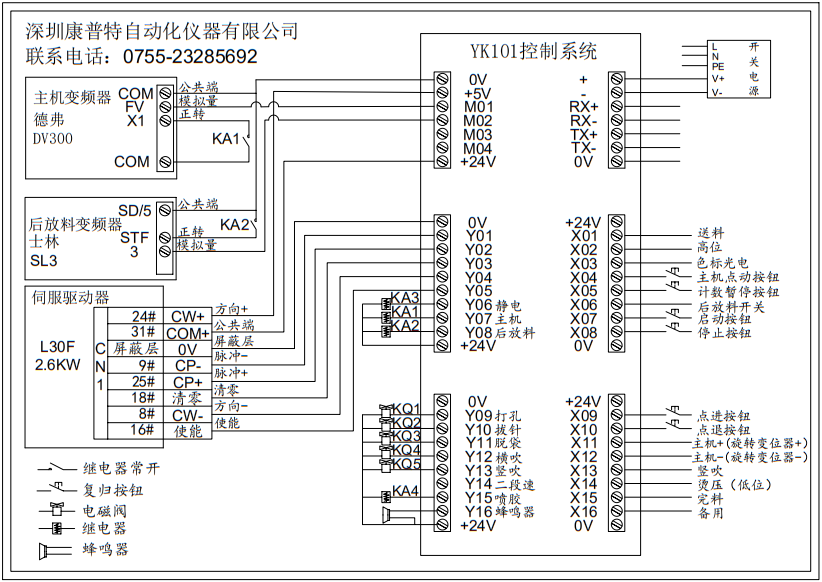
十三��、外部接線
輸入信號接線端子(0V) 輸出信號接線端子(0V)
01,+(DC24V接入) 01,0V
02,- 02,+5V
03,RX+ 03,M01 主機模擬
04,RX- 04,M02 放料模擬
05,TX+ 05,M03 備用模擬
06,TX- 06,M04 備用模擬
07,0V 07,+24V
01,+24V 01,0V
02,X01 GK1送料 02,Y01 (CP1脈沖)
03,X02 GK2高位 03,Y02 (CP2脈沖)
04,X03 色標光電 04,Y03 伺服清零
05,X04 外接主機點動 05,Y04 (CP3脈沖)
06,X05 06,Y05 (CW1方向)
07,X06 放料開關 07,Y06 (CW2方向)
08,X07 外接啟動 08,Y07 主機輸出信號(0V)
09,X08 外接停止 09,Y08 放料開關信號(0V)
10,0V 10,+24V
01,+24V 01,0V
02,X09 外接點進 02,Y09 打孔輸出(0V)
03,X10 外接點退 03,Y10 拔針輸出(0V)
04,X11 主機+ 04,Y11 脫袋輸出(0V)
05,X12 主機- 05,Y12 橫吹輸出(0V)
06,X13 豎吹 06,Y13 豎吹輸出信號(0V)
07,X14 補償2 07,Y14 靜電輸出信號(0V)
08,X15 完料 08,Y15 噴膠輸出信號(0V)
09,X16 09,Y16 蜂鳴器(0V)
10,0V 10,+24V
----------------------------------
公司名稱:無錫海利達自動化儀器廠
電話:0510-85500218
|

